Станок гидроабразивной резки — технический обзор
Что такое гидроабразивная резка
Гидроабразивная резка — один из наиболее точных и универсальных методов раскроя материалов, известных современной промышленности. В основе технологии лежит воздействие тонкой струи воды, смешанной с абразивным порошком, подаваемой под чрезвычайно высоким давлением. Станок гидроабразивной резки превращает этот физический принцип в управляемый, воспроизводимый и высокоточный производственный процесс.
История метода восходит к 1950-м годам, когда инженеры начали экспериментировать с водяными струями для разрушения горных пород. Промышленное применение водоструйной резки без абразива началось в 1970-х, а добавление абразивного компонента — гарнета или карбида кремния — открыло возможность обрабатывать металлы, камень, стекло и композиты. Сегодня гидроабразивные станки присутствуют в авиационной, машиностроительной, архитектурной и пищевой промышленности по всему миру.
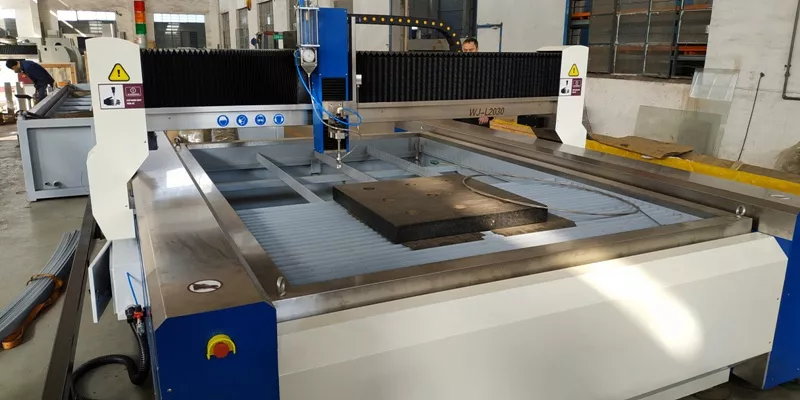
Устройство станка гидроабразивной резки
Станок гидроабразивной резки представляет собой сложную инженерную систему, состоящую из нескольких ключевых узлов, каждый из которых выполняет строго определённую функцию.
- Насосная станция — сердце всей системы. Именно она создаёт давление воды, достигающее 3800–6200 бар в современных установках. Используются два основных типа насосов: мультипликаторный (плунжерный) и прямой привод. Мультипликаторные насосы обеспечивают более стабильное давление и широко применяются в высокоточных операциях. Прямой привод отличается меньшим потреблением энергии и более простым обслуживанием.
- Режущая головка — ключевой рабочий орган. В ней располагается водяное сопло из сапфира, рубина или алмаза с диаметром отверстия от 0,1 до 0,35 мм. Через это отверстие вода разгоняется до скорости, приближающейся к 1000 м/с. Ниже водяного сопла находится смесительная камера, куда подаётся абразив, а затем — фокусирующая трубка из твёрдого сплава длиной 70–100 мм, формирующая итоговую режущую струю диаметром 0,5–1,5 мм.
- Система подачи абразива включает бункер, дозатор и трубопроводы. Наиболее распространённый абразив — природный гранат (гарнет) зернистостью от 50 до 220 меш. Более мелкое зерно даёт более чистый срез, более крупное — высокую производительность. Расход абразива составляет от 200 до 800 г/мин в зависимости от задачи.
- Координатный стол с системой ЧПУ обеспечивает позиционирование режущей головки в плоскости XY с точностью до 0,025 мм на современных станках. Рабочая зона варьируется от компактных моделей 600×400 мм до крупноформатных установок размером 6×3 м и более. Пятиосевые станки добавляют управление наклоном режущей головки, позволяя выполнять скосы, фаски и сложные пространственные профили без дополнительной обработки.
- Рабочая ванна служит для сбора воды и отработанного абразива, гашения кинетической энергии струи и удержания разрезаемого материала. Современные системы фильтрации позволяют частично возвращать воду в цикл, хотя полная рекуперация абразива экономически нецелесообразна.
Принцип работы
Рабочий цикл начинается с подготовки управляющей программы. Оператор загружает чертёж детали в формате DXF, DWG или SVG в специализированное программное обеспечение — например, IGEMS, Omax Layout или KMT CAM. Программа автоматически рассчитывает траекторию, скорость резки, точки прокола и компенсацию ширины реза. После верификации программа передаётся на станок.

Во время резки давление воды поддерживается с точностью до ±35 бар. Скорость подачи режущей головки варьируется от нескольких миллиметров в минуту при прорезке толстого материала до 10 м/мин при резке тонкого листа. Система ЧПУ непрерывно корректирует скорость в угловых точках, предотвращая заброс струи и потерю точности контура.
Явление отставания струи — при прохождении через толщину материала струя слегка изгибается в сторону, противоположную направлению движения. Современное программное обеспечение учитывает эту погрешность и вводит компенсацию, а пятиосевые станки устраняют её механически, наклоняя головку против хода движения.
Обрабатываемые материалы и толщины
Принципиальное преимущество гидроабразивной резки металла перед лазером и плазмой — отсутствие термического воздействия на материал. Струя воды не нагревает зону реза, исключая деформации, закалку кромок, оплавление и изменение структуры металла. Это делает технологию незаменимой при работе с материалами, чувствительными к температуре.
- Чёрные и цветные металлы — наиболее распространённая область применения. Сталь толщиной до 200 мм, алюминий, медь, латунь, титан, нержавеющая сталь — всё это режется гидроабразивом без потери свойств материала и без необходимости последующей термообработки. Особую ценность технология представляет для закалённых сталей и твёрдых сплавов, которые практически не поддаются механической обработке.
- Природный и искусственный камень — мрамор, гранит, сланец, керамогранит толщиной до 100 мм обрабатываются с минимальным расколом и без сколов на лицевой поверхности. Архитектурные панели, мозаичные панно, ступени сложного профиля — всё это продукция гидроабразивного раскроя.
- Стекло и хрупкие материалы — особая ниша. Закалённое, многослойное, художественное стекло требует специальных режимов резки с пониженным давлением и скоростью, однако результат недостижим никаким другим инструментом. Гидроабразив позволяет вырезать сложные криволинейные контуры в стекле без растрескивания.
- Композиты и армированные пластики — углеволокно, стеклопластик, кевлар — материалы, при механической обработке которых расслаиваются и обнажаются волокна. Водяная струя режет их без расслоения и пылеобразования, что критически важно с точки зрения гигиены труда.
- Резина, пенополиуретан, картон и пищевые продукты — водоструйная резка без абразива (чисто водяная струя) широко применяется в лёгкой и пищевой промышленности для раскроя мягких материалов.
Точность и качество реза
Точность позиционирования современных гидроабразивных станков составляет ±0,025–0,1 мм в зависимости от класса оборудования. Шероховатость реза по параметру Ra колеблется от 1,6 до 6,3 мкм при оптимальных режимах. Выделяют несколько классов качества поверхности, обозначаемых от Q1 (грубый, высокопроизводительный рез) до Q5 (финишный, с минимальной шероховатостью). Выбор класса определяет скорость резки: переход с Q3 на Q5 снижает подачу примерно вдвое.
Конусность реза — ещё один параметр качества. При стандартной резке нижняя кромка детали чуть уже верхней, конусность составляет от 0,1 до 1 градуса. На пятиосевых станках конусность устраняется наклоном режущей головки. Некоторые производители предлагают систему активной компенсации конуса как опцию для трёхосевых станков.
Ведущие производители и модельный ряд
Мировой рынок гидроабразивного оборудования представлен несколькими сильными игроками. Американская компания Omax Corporation предлагает широкую линейку от настольных моделей MicroMax до крупных промышленных систем GlobalMax. KMT Waterjet (США) — один из ведущих производителей насосных агрегатов, поставляющий компоненты многим сборщикам станков. Flow International (США) известна системами с ультравысоким давлением до 6200 бар. Европейские производители — итальянская Waterjet Corporation, немецкая ANT и чешская PTV — популярны в промышленности Европы. Турецкие и тайваньские производители предлагают более доступные решения при умеренных точностных характеристиках.
Российский рынок представлен как импортными станками перечисленных марок, так и отечественными разработками — в частности, продукцией компаний из Санкт-Петербурга и Екатеринбурга, ориентированной на потребности металлообрабатывающих предприятий среднего сегмента.
Эксплуатационные расходы и экономика процесса
Стоимость гидроабразивной резки складывается из нескольких составляющих. Абразив — наиболее весомая статья: при типичном расходе 400 г/мин и цене гарнета 25–40 рублей за килограмм только абразив обходится в 600–960 рублей в час. Сопла и фокусирующие трубки изнашиваются и требуют замены: срок службы сапфирового водяного сопла — 40–100 часов, твёрдосплавной трубки — 30–100 часов. Электроэнергия на привод насоса мощностью 22–37 кВт добавляет существенную долю в себестоимость часа работы. Итоговая стоимость машинного часа на промышленном станке составляет от 2500 до 6000 рублей в зависимости от класса оборудования и региона.
Экономическая целесообразность применения гидроабразива определяется прежде всего стоимостью материала и требованиями к качеству. Для дорогостоящих материалов — титана, нержавейки, карбона — отсутствие отходов на термическое влияние и высокий процент выхода годных деталей быстро окупают затраты на резку. Для массового производства из листовой стали лазер или плазма могут оказаться экономичнее.
Безопасность и экологичность
Гидроабразивная резка относится к числу наиболее безопасных и экологически чистых методов раскроя. Процесс не производит токсичных газов и дыма — в отличие от лазерной или плазменной резки. Отработанная смесь воды и абразива не является химически опасной: природный гарнет инертен и допускает утилизацию как строительный отход или возврат на переработку. Шум от станка в процессе резки металла находится в диапазоне 75–85 дБА, что требует применения средств защиты слуха операторами.
Зона резки находится под водой или в непосредственной близости от поверхности воды, что дополнительно снижает уровень аэрозоля и облегчает поддержание чистоты рабочей зоны.
Перспективы развития технологии
Современные тенденции в развитии гидроабразивных станков направлены в несколько сторон. Рост рабочего давления выше 6000 бар позволяет увеличить скорость резки и снизить расход абразива при сохранении качества. Интеграция роботизированных манипуляторов вместо портальных систем открывает доступ к сложным пространственным поверхностям и позволяет вести резку непосредственно на производственных линиях.
Технология прецизионного микрорезания развивает применение сверхтонких струй диаметром 0,1–0,3 мм для обработки электронных компонентов, медицинских имплантов и ювелирных изделий. Системы машинного зрения для автоматического позиционирования заготовок и адаптивного управления режимами резки постепенно переходят из разряда дорогостоящих опций в стандартную комплектацию.
Наконец, развитие программного обеспечения — в том числе с применением алгоритмов машинного обучения для оптимизации раскроя и прогнозирования износа расходных компонентов — делает гидроабразивные станки всё более автономными и производительными.
Заключение
Станок гидроабразивной резки — это технология, сочетающая в себе универсальность, точность и экологическую безопасность. Она позволяет обрабатывать практически любые твёрдые материалы без термического воздействия, получая детали с высоким качеством кромки, готовые к сборке без дополнительных операций. По мере снижения стоимости оборудования и расходных материалов гидроабразивная резка продолжает расширять своё присутствие в самых разных отраслях — от аэрокосмической до ювелирной, оставаясь одним из наиболее перспективных методов современного производства.